Пресс для топливных брикетов своими руками: варианты и чертежи самодельного брикетировщика
Топливные брикеты, для изготовления которых используются опилки и отходы переработки различного сельскохозяйственного сырья, являются отличной альтернативой привычных видов твердого топлива – дров и угля. Чтобы не приобретать это топливо в готовом виде и, соответственно, сделать его еще более экономичным, можно самостоятельно изготовить пресс для брикетов и производить требуемое количество евродров из опилок своими руками.

Евродрова – топливные брикеты в виде многогранного бруса с отверстием для отвода дыма
На сегодняшний день используются две технологические схемы изготовления брикетов для отопления, которые при наличии соответствующих технических устройств можно реализовать и в домашних условиях. Естественно, что для изготовления евродров в требуемом количестве необходимо наличие основного сырья, в качестве которого могут быть использованы древесные опилки, стружка и более крупные отходы древесины. Пресс для топливных брикетов своими руками целесообразно изготавливать в том случае, если сырье, которое будет использоваться для брикетирования, является доступным по стоимости и может быть всегда получено в требуемом количестве.
Производство топливных брикетов
В домашних условиях изготовление брикетов из опилок осуществляется по таким же технологиям, как и в условиях производственного предприятия, поэтому прежде чем приступать к созданию самодельного оборудования для решения такой задачи, необходимо вникнуть во все технологические нюансы производства данного топлива.
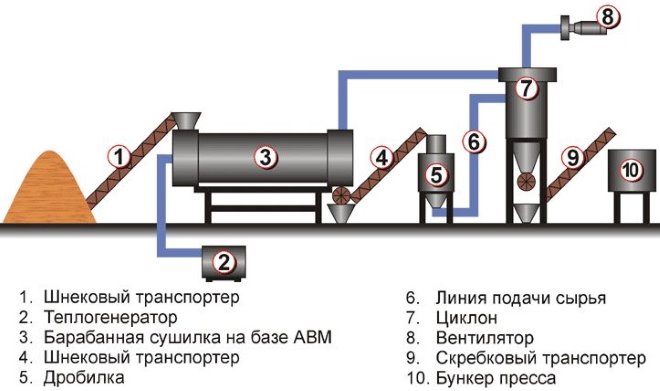
Технологическая схема производства топливных брикетов в промышленных условиях
Процесс производства брикетов для отопления начинается с измельчения исходного сырья, в качестве которого, как уже говорилось выше, могут быть использованы древесные опилки, стружка, а также отходы переработки сельскохозяйственных культур: шелуха пшеницы, гречихи, риса и подсолнечная лузга. После измельчения сырье для топливных брикетов тщательно просушивается до уровня влажности, составляющей порядка 10 %.
Формирование из исходного сырья плотного брикета может быть осуществлено по одной из двух технологических схем. Для реализации каждой из них требуется соответствующее оборудование, а именно:
- пресс брикетировочный;
- пресс-экструдер.

Гидравлический пресс для изготовления топливных брикетов без использования связывающих веществ
Технология изготовления брикетов для отопления как в первом, так и во втором случае подразумевает оказание значительного давления на исходное сырье, в результате чего из древесины начинает выделяться лигнин – природный компонент, выступающий в роли связующего вещества. Таким образом, для изготовления брикетов можно не использовать дополнительные клеевые составы, что позволяет сохранить экологическую чистоту топлива.
Для производства евродров по первой технологической схеме используется механический или гидравлический пресс для брикетов, способный формировать усилие до 500 Бар. В результате такого силового воздействия происходит самопроизвольный разогрев используемого сырья и формирование из него плотного бруска прямоугольной формы.
Экструзионная схема изготовления топливных брикетов предполагает использование шнекового пресса, который способен оказывать на используемое сырье давление, значение которого доходит до 800–1000 Бар.
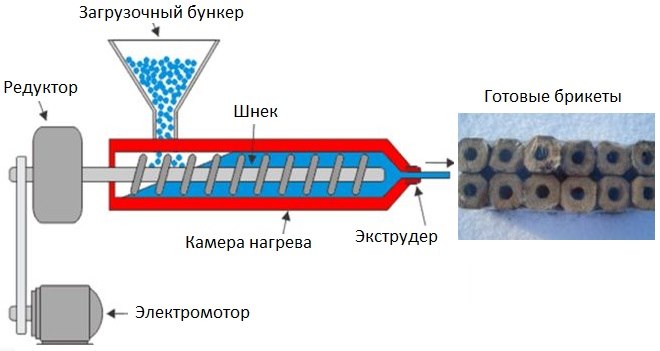
Схема работы пресса-экструдера
При реализации данной технологии производства евродров сырье загружают в приемный бункер, которым оснащен шнековый брикетировщик. Далее захваченное шнеком сырье проталкивается в зауженный канал пресса, где и происходит уплотнение материала под высоким давлением. При сдавливании в зауженной части рабочей камеры шнекового пресса для опилок происходит самопроизвольный разогрев сырья, в результате чего готовый брикет формируется при одновременном воздействии высокого давления и значительной температуры. Готовый брикет при его прессовании на шнековом оборудовании имеет вид шестигранного бруска, порезанного на отрезки требуемой длины.

Вот так брикеты выдавливаются шнеком
Как самостоятельно сделать пресс для топливных брикетов
Заводской пресс для изготовления топливных брикетов, который может работать по одной из вышеописанных схем, стоит достаточно дорого, поэтому приобретать такое оборудование целесообразно лишь в том случае, если планируется производство топлива в промышленных масштабах. Для того чтобы производить отопительные брикеты для собственных нужд, можно изготовить самодельный пресс, воспользовавшись одной из конструктивных схем такого устройства, которые несложно найти в интернете.
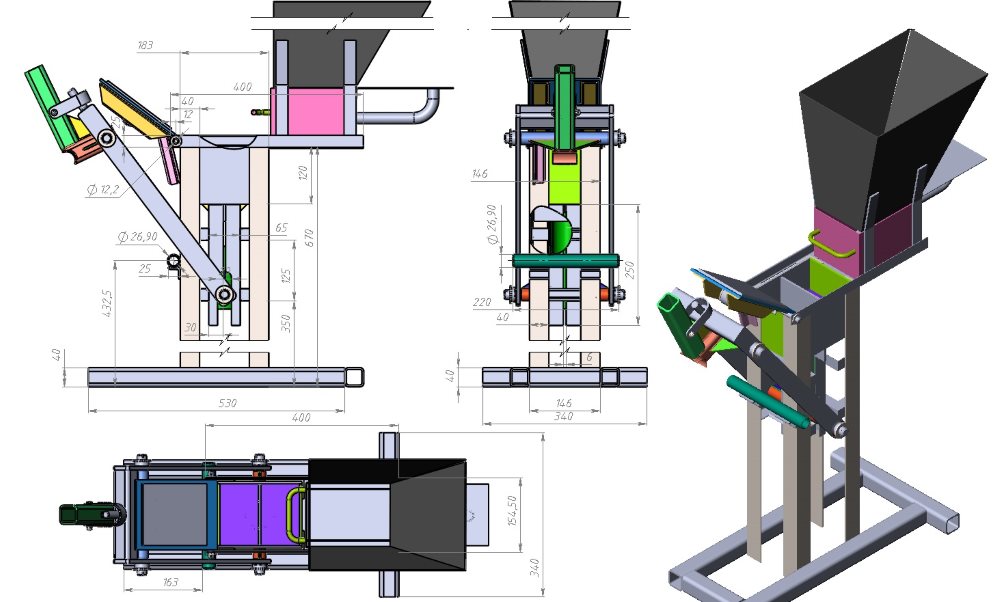
Чертежи пресса для изготовления брикетов (нажмите для увеличения)
Самодельный пресс для брикетирования можно изготовить полностью с нуля или использовать в качестве основы такого оборудования готовый механизм, способный создавать значительное давление. По какой бы конструктивной схеме ни был изготовлен самодельный брикетировщик, следует учитывать тот факт, что такое устройство не сможет создать давление, достаточное для выделения из древесных опилок лигнина. Именно по этой причине, применяя для изготовления брикетов пресс самодельного типа, в опилочную массу перед прессованием добавляют связующие вещества, в качестве которых могут быть использованы:
- недорогой обойный клей;
- глина, которая добавляется в опилочную массу в соотношении 1:10;
- предварительно размоченная бумага или гофрокартон, которые содержат в своем составе лигнин, проявляющий свои клейкие свойства при контакте с водой.
Особенность изготовления брикетов при помощи самодельной конструкции заключается еще и в том, что опилочную смесь перед прессованием не сушат, а замачивают, что способствует лучшему склеиванию частичек, из которых такая смесь состоит. Сушке на открытом воздухе при использовании самодельного пресса для опилок подвергают уже готовые брикеты.
Изготовление устройства с нуля
Для того чтобы практически с нуля изготовить пресс для производства топливных брикетов, можно взять за основу винтовой (или рычажный) механизм, при помощи которого такое устройство будет создавать требуемое давление. Чтобы сделать такой ручной пресс, вы можете даже не искать чертежи, достаточно выполнить технический рисунок, ориентируясь на размеры используемого механизма.

Самодельный пресс рычажного типа

Матрица самодельного пресса может быть круглой или прямоугольной формы
Принцип действия винтового (или рычажного) пресса заключается в следующем: сырье для изготовления топливных брикетов помещается в перфорированную емкость, которая после наполнения устанавливается под станину устройства. Давление, которое обеспечивает такой механический пресс, создается вращением винта или движением рычага – в зависимости от особенностей конструктивного исполнения. Более производительным и удобным в использовании является ручной брикетировщик рычажного типа, поскольку в нем форма, в которой происходит формирование топливного брикета, освобождается от готового изделия значительно проще.
Самодельные брикетирующие устройства рычажного и винтового типа отличаются простотой конструкции, однако не могут похвастаться высокой производительностью. Использовать механический мини-пресс для брикетов, выполненный на основе винтового или рычажного механизма, целесообразно для периодического изготовления евродров в небольших количествах.
Изготовление брикетировщика на основе готового силового механизма
Более мощный, производительный и удобный в эксплуатации брикетировщик (или пресс брикетировочный) можно сделать на основе готового силового механизма, в качестве которого может быть использован гидравлический домкрат или небольшой гидравлический пресс. Чтобы преобразовать такой силовой агрегат в брикетный пресс, его необходимо оснастить пуансоном и матрицей, которые и будут обеспечивать формирование топливного брикета из опилочной массы, смешанной со связующим составом.
Особенности конструкции, которыми отличается пресс брикетировочный, изготовленный на основе гидравлического домкрата или силового механизма другого типа, заключаются в следующем.
- Гидравлический приводной механизм соединяется с пуансоном, размеры которого должны соответствовать размерам матрицы. В полости последней и осуществляется формирование топливного брикета из опилочной массы.
- Для изготовления матрицы, в стенках которой сверлятся отверстия для выхода воздуха и влаги, можно использовать толстостенную трубу.
- Матрица самодельного пресса оснащается съемным дном, при снятии которого готовый брикет просто выталкивается из ее внутренней полости пуансоном.
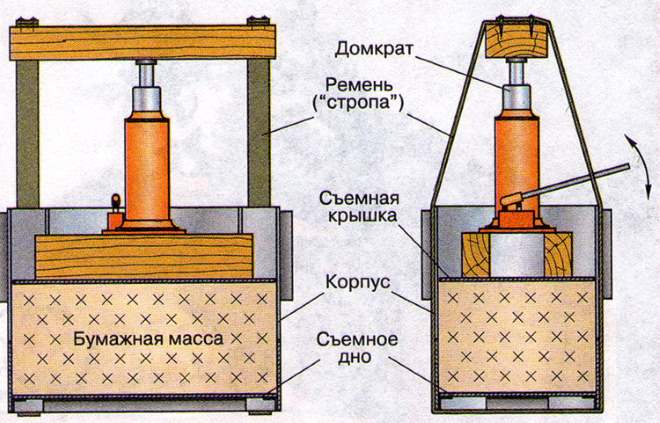
Принцип действия самодельного пресса на базе гидравлического домкрата
Чтобы изготовить пресс гидравлический для производства топливных брикетов, кроме силового механизма и толстостенной трубы для матрицы, потребуются следующие расходные материалы:
- металлический швеллер;
- равнополочный уголок № 100;
- металлический лист толщиной 3–6 мм, из которого будут изготовлены пуансон и съемное дно для матрицы (толщина такого листа выбирается в зависимости от диаметра матрицы: чем больше данный параметр, тем толще должен быть лист);
- труба диаметром 25–30 мм, из которой будет изготавливаться шток пуансона;
- труба большого диаметра, которая необходима для того, чтобы изготовить корпус миксера (если трубы подходящего диаметра нет в наличии, то оснастить самодельный брикетировочный пресс можно миксером, корпус которого изготовлен из листа жести);
- листы оцинкованной стали (из них будут изготавливаться лотки самодельного пресса для брикетов), один из которых используется для загрузки в полость матрицы исходного сырья, а второй – для приема готовых топливных брикетов.
Внутренний диаметр толстостенной трубы, из которой будет изготавливаться матрица самодельного брикетировщика, выбирается в зависимости от того, каким должен быть размер поперечного сечения брикетов, которые планируется делать на таком устройстве. При выборе данного параметра следует иметь в виду: чем меньше будет диаметр брикетов, тем выше будет их плотность, но при этом пресс гидравлический будет работать с невысокой производительностью.

Сварка каркаса самодельного пресса
Самодельный пресс для производства брикетов, основу которого составляет домкрат или другой силовой механизм гидравлического типа, собирается в следующей последовательности:
- Из предварительно нарезанных отрезков швеллера сваривается основание устройства.
- К полученному основанию самодельного пресса привариваются 4 вертикальные стойки, для изготовления которых используются отрезки уголка длиной 1,5 метра каждый.
- Из трубы большого диаметра или листа жести изготавливается барабан, в котором будет выполняться перемешивание опилочной массы. Для изготовления такого барабана можно использовать бак от старой стиральной машины.
- Барабан для смешивания опилочной массы крепится на стойках самодельного пресса (по возможности его следует оснастить приводом, состоящим из электродвигателя и ременной передачи).
- Лоток, по которому подготовленная смесь будет подаваться в полость матрицы, фиксируется непосредственно под барабаном-смесителем.
- В стенках толстостенной трубы, которая будет выступать в качестве матрицы самодельного брикетировщика, сверлится несколько отверстий диаметром 3–5 мм. Через них из опилочной массы в процессе ее сдавливания пуансоном будут выходить воздух и лишняя влага. Выполняя такие отверстия, следует располагать их равномерно по всей высоте матрицы.
- К нижнему торцу матрицы самодельного пресса для брикетов приваривается фланец, к которому будет прикручиваться съемное дно, представляющее собой круг из металлического листа с приваренными к нему проушинами.
- К основанию пресса матрица приваривается или прикручивается непосредственно под загрузочным лотком.
- В качестве пуансона, которым самодельный брикетировщик будет оказывать давление на опилочную массу, используется металлический круг. Такой круг вырезается из листового металла. Сделанный подобным образом пуансон должен иметь диаметр, позволяющий ему спокойно извлекаться из полости матрицы пресса. Для изготовления штока, один конец которого приваривается к пуансону, а второй соединяется с рабочим органом гидравлического силового механизма, можно использовать трубу диаметром 25–30 мм.
- Последнее, что следует сделать, чтобы самодельный пресс брикетировочный был готов к использованию, – это закрепить пуансон на стойках, расположив его точно над полостью матрицы.

Процесс сборки пресса
Самодельный пресс высокой производительности
Многие домашние мастера задаются вопросом, как сделать своими руками ударно-механический или шнековый пресс для брикетов, которые отличаются более высокой производительностью, чем пресс брикетировочный вышеописанной конструкции. При этом надо учитывать следующее: чтобы изготовить пресс шнековый, потребуется использование специального металлообрабатывающего оборудования и достаточно дорогостоящих материалов, что может свести на нет весь смысл такого трудозатратного мероприятия.
https://met-all.org/oborudovanie/prochee/press-dlya-toplivnyh-briketov-svoimi-rukami.html