Нормирование работ по обслуживанию станков с ЧПУ
Качество продукции определяет ее конкурентоспособность. Снижение расхода времени на осуществление технологического процесса дает возможность изготовить больше деталей, повысить рентабельность производства, получить более высокую прибыль.
- Что такое нормирование работ на станках с ЧПУ?
- Что входит в обслуживание рабочих мест?
- Время, потраченное на наладку станка
- Перечень нормативных документов с нормированием операций на станках с ЧПУ
- Карты наладки
- Многостаночное обслуживание (принцип расчета времени)
- Системы и методы обслуживания станков
Что такое нормирование работ на станках с ЧПУ?
Норма времени, расходуемого на обработку одного изделия или партии, является основой оценки совершенства технологического процесса, выбранного для изготовления детали, определения производительности оборудования, коэффициента загрузки техники и расчета заработной платы станочника-оператора. Своевременное техническое обслуживание ЧПУ-станков – гарантия их безотказной качественной работы, отсутствия простоев.

Технологически обоснованная норма времени – это временные затраты на обработку одной детали в определенных организационно-технических условиях, наиболее подходящих для данного вида производства. Рассчитывается она путем сложения времени, израсходованного на всю операцию по переходам, с временными затратами на смену инструмента, переключение, повороты, установку заготовки на станок, снятие готовой детали и другие вспомогательные мероприятия, с временем, которое ушло на техобслуживание станка, отдых оператора и его личные потребности.
Что входит в обслуживание рабочих мест?
К процедурам, необходимым для организации производственного процесса, можно отнести осмотр, разогрев и пробный пуск ЧПУ-станка, получение задания, инструкций и инструмента, предъявление изготовленного образца в отдел технического контроля, техобслуживание оборудования во время обработки детали и уборку рабочего места оператора. Технической частью обслуживания предусматривается регулировка и наладка ЧПУ-станков в период смены, постоянное удаление стружки из рабочей зоны оборудования.

Время, потраченное на наладку станка
Временные затраты на подготовку ЧПУ-станка к работе закладываются в суммарное время, израсходованное на производство одного изделия, и зависят от конструктивных особенностей оборудования. Например, установка одного режущего инструмента на одностоечный токарно-карусельный станок с ЧПУ должна по нормативам занимать 1,5 мин., снятие кулачков с планшайбы станка – 6 мин. Установка резцедержателя в револьверную головку может отнять у оператора не более 4 мин.
Если положение инструментов корректируется в процессе изготовления пробной детали, временные затраты учитываются в расчетах по наладке. При обработке заготовки на токарном станке затраченное время определяется согласно нормативам установки и снятия режущего инструмента.

Перечень нормативных документов с нормированием операций на станках с ЧПУ
Расчет производительности оборудования, времени, которое будет израсходовано на выполнение работ, количества работников, необходимого для организации выпуска изделия, себестоимости продукции, заработной платы сотрудников мастерской, цеха, фабрики или завода, экономических показателей производства, оборудованного ЧПУ-станками, выполняется на основании следующих нормативных документов:
- «Единого квалификационного справочника должностей руководителей, специалистов и других служащих».
- «Единого тарифно-квалификационного справочника работ и профессий рабочих».
- «Общероссийского классификатора профессий рабочих, должностей служащих и тарифных разрядов».
- «Типовых нормативов времени и норм обслуживания на работы, выполняемые на станках с ЧПУ», в число которых входят: «Типовые нормативы времени на обслуживание станочных автоматических линий», «Типовые нормативы времени на наладку станков с ЧПУ. Токарные станки», «Типовые нормативы времени на наладку станков с ЧПУ. Станки сверлильно-расточной группы», «Типовые нормативы времени на наладку станков с ЧПУ. Станки фрезерной группы», «Типовые нормы времени на техническое обслуживание и ремонт металлорежущего оборудования (универсального, прецизионного, станков с ЧПУ, управляющих сис)», «Типовые нормативы времени и нормы обслуживания на работы, выполняемые на станках с ЧПУ».
Карты наладки
Карта наладки станка с ЧПУ представляет собой расчетно-технологический документ, отображающий основные этапы производственного процесса. В ней фиксируется расположение и применение используемого в обусловленной технологией обработке детали основного и вспомогательного инструмента, технологические режимы и размерная цепь системы на всех стадиях изготовления изделия, конфигурация конечного продукта с указанием опорных точек.
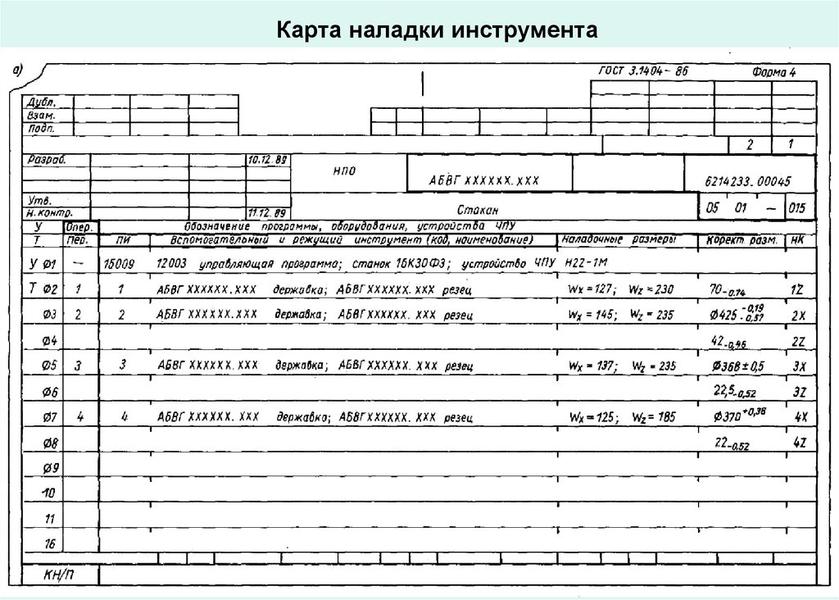
Данные в этот документ вносятся технологом по результатам отработки планируемой к запуску технологической операции. Наладчик ЧПУ вводит графическую карту в программу станка. С этого момента она доступна оператору. Чтобы осуществить разновидность обработки, для которой составлялась карта наладки, достаточно найти ее в памяти компьютера. Дополнительная настройка оборудования при каждом переходе больше не требуется, что очень удобно при использовании в производстве многофункциональных ЧПУ-станков.
Применение карты наладки позволяет возобновить выпуск детали после продолжительного перерыва без повторной разработки технической документации. В случае смены обслуживающего персонала не придется ждать, пока новые работники ознакомятся с особенностями технологии.
Многостаночное обслуживание (принцип расчета времени)
Этот вид обслуживания практикуется на предприятиях с высокой степенью автоматизации. За бригадой, звеном или отдельным работником закрепляется определенное количество оборудования. Расчет времени, затраченного персоналом, производится с учетом размера обслуживаемого участка, вида станков, перечня выполняемых работ, структуры и группировки отдельных операций производственного процесса.

Определение временных нормативов для многостаночника включает следующие этапы:
- Рассчитывается количество часов, затраченных на выполнение работ на каждом станке, входящем в зону обслуживания соответственно применяемой технологии.
- По сумме времени, расходуемого агрегатом на осуществление операции и временных затрат работника на обслуживание этого процесса, определяется оперативное время выполнения обработки.
- Общий расход времени на подконтрольное оборудование определяется временными затратами работника на обслуживание каждого станка.
- Учитывается превышение времени работы на одном из ЧПУ-станков по сравнению с затраченным на контроль остального оборудования.
- Определяется количество станков в группе.
- Выбирается наиболее рациональная схема перемещения многостаночника и дается ее обоснование.
- Рассчитывается норма времени.
Системы и методы обслуживания станков
Циклическая система предполагает одновременное наблюдение за оборудованием со сходными или равными временными затратами на обработку заготовок. Работник выполняет определенный технологией и видом станков стандартный набор действий. Нециклическая система рассчитана на техобслуживание оборудования, производственный процесс на котором уже окончен. Помимо выполнения стандартных процедур, оператор исправляет выявленные неполадки и нарушения.
Существуют также маршрутный метод, предполагающий осмотр и поддержание работоспособности станков по определенному намеченному маршруту в процессе обхода, и сторожевой, при котором обслуживание ЧПУ-станка осуществляется в случае возникшей в ходе выполнения технологической операции потребности.
Сокращение времени на изготовление одного изделия повышает производительность труда, снижая себестоимость детали. Уменьшить временные затраты можно не только за счет применения многоинструментной обработки, интенсификации ее режимов, использования на станках фасонного и комбинированного режущего инструмента высокой стойкости и уменьшения припусков на обработку, но и сокращением продолжительности технического обслуживания оборудования за счет грамотной организации процесса.
https://vektorus.ru/blog/normirovanie-rabot-po-obsluzhivaniju-stankov-s-chpu.html