ГОСТ 15763-91 Соединения трубопроводов резьбовые на Ру до 63 МПа (до около 630 кгс/см кв.). Общие технические условия
Текст ГОСТ 15763-91 Соединения трубопроводов резьбовые на Ру до 63 МПа (до около 630 кгс/см кв.). Общие технические условия
СОЕДИНЕНИЯ ТРУБОПРОВОДОВ РЕЗЬБОВЫЕ НА ДО 63 МПа (ДО 630 кгс/см)
Общие технические условия
Threaded pipe fittings for to 63 МРа (630 kgf/cm).
General specifications
Дата введения 1992-01-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным Комитетом СССР по управлению качеством продукции и стандартам
Б.В.Максимовский; Г.В.Поляков, канд. техн наук; С.А.Михайлова; Ю.А.Решников
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 27.02.91 N 186
Изменение N 1 принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол N 10 от 04.10.96)
Зарегистрировано Техническим секретариатом МГС N 2263
За принятие изменения проголосовали:
Наименование национального органа стандартизации
Госстандарт Республики Казахстан
Главная государственная инспекция Туркменистана
3. ВЗАМЕН ГОСТ 15763-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
1.4; Приложение 4
ГОСТ 24072-80 — ГОСТ 24093-80
ГОСТ 24485-80 — ГОСТ 24489-80
5. Ограничение срока действия снято по протоколу N 7-95 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-95)
6. ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменением N 1, утвержденным в мае 1998 г. (ИУС 8-98)
Настоящий стандарт распространяется на резьбовые соединения трубопроводов общемашиностроительного применения и их детали, работающие в условиях неагрессивных сред при температуре от минус 50 до плюс 120 °С и номинальном (условном) давлении до 63 МПа (до 630 кгс/см) в зависимости от вида соединения, сортамента труб и применяемых материалов, и может быть использован для их сертификации.
Резьбовые соединения трубопроводов с коническим приварным ниппелем и разъемные фланцевые соединения с уплотнением резиновым кольцом круглого сечения могут использоваться в условиях вакуума.
Обязательные требования к качеству продукции, обеспечивающие ее безопасность для жизни, здоровья и охрану окружающей среды и взаимозаменяемость, изложены в пп.1.1-1.6; 1.11; 1.13-1.15; 1.17-1.19; 1.21; 1.25; 1.27-1.30 и разд.2 и 3 настоящего стандарта.
(Измененная редакция, Изм. N 1).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1 Детали резьбовых соединений трубопроводов должны изготовляться в соответствии с требованиями настоящего стандарта по стандартам на конструкцию и размеры или по рабочим чертежам, утвержденным в установленном порядке.
1.2. Механические свойства металла (временное сопротивление , предел текучести и относительное удлинение ) для изготовления деталей резьбовых соединений трубопроводов должны соответствовать указанным в табл.1.
*, МПа (кгс/мм), не менее
Гайки, контргайки и болты полые
Ниппели приварные и паяные
Ниппели под развальцовку трубы
Кольца уплотнительные под развальцовку трубы
* Временное сопротивление материала для зажимных колец должно быть не более:
300 МПа (30 кгс/мм) — для медных труб;
340 МПа (34 кгс/мм) — для стальных труб.
** Текст соответствует оригиналу. Вероятно, следует читать . — Примечание «КОДЕКС».
*** Текст соответствует оригиналу. Вероятно, следует читать . — Примечание «КОДЕКС».
1. Марку материала следует выбирать в зависимости от температурных условий эксплуатации соединений.
2. Рекомендуемые марки материала и сортамент труб приведены в приложении 1. При этом соединительные детали, помимо отдельно оговоренных случаев, должны изготавливаться из аналогичного материала, что и корпусные детали.
3. Допускаемые максимальные давления для труб в зависимости от размеров и материала приведены в приложении 2.
(Измененная редакция, Изм. N 1).
1.3. Твердость корпусных деталей для соединений с врезающимся кольцом должна быть не менее 180 HV.
1.4. Твердость врезающихся колец — по ГОСТ 23354.
1.5. Обработанные поверхности деталей должны быть чистыми и не должны иметь забоин, заусенцев, плен, волосовин, следов расслоения, раковин, закатов, окалин, трещин и признаков коррозии.
Внутренние кромки врезающегося кольца не должны иметь притуплений и выкрашиваний.
Исправление указанных дефектов заваркой или подчеканкой не допускается.
1.6. Параметр Ra по ГОСТ 2789 обработанных поверхностей деталей соединений должен быть, мкм не грубее:
поверхности резьбы, контактных поверхностей корпусных деталей, уплотняющих элементов и гаек — 3,2;
прочих поверхностей — 12,5.
1.7. Состояние необрабатываемых поверхностей, изготовляемых из шестигранных прутков, должно соответствовать требованиям стандартов на прутки.
1.8. В изделиях, изготовляемых способом штамповки, штамповочный уклон — 7°. Смещение в плоскости разъема штампа — по II классу точности ГОСТ 7505.
1.9. Уменьшение сечения прохода угольников, тройников и крестовин в местах пересечения отверстий — 5%.
(Измененная редакция, Изм. N 1).
1.9.1. Глубина перехода обработки внутренних диаметров прямых штуцеров и тройников в точке пересечения при механической обработке их с противоположных концов не должна превышать 0,4 мм.
(Введен дополнительно, Изм. N 1).
1.10. Предельные отклонения углов по осевым линиям угольников, тройников и крестовин — ±2,5° для = 10 мм и менее; ±1,5° для = 12 мм и более.
1.11. Все острые кромки, не оговоренные в стандартах на конструкцию деталей соединений, должны быть притуплены, а внутренние углы скруглены радиусом не более 0,15 мм.
1.10, 1.11. (Измененная редакция, Изм. N 1).
1.12. По согласованию с потребителем допускается изготовление угольников, тройников и крестовин в виде пересекающихся шестигранников или цилиндров взамен платиков под ключ.
1.13. Защитные покрытия следует выбирать в зависимости от условий эксплуатации по ГОСТ 9.303.
1.14. Не допускается нанесение покрытий на элементах соединений, подвергаемых в дальнейшем сварке или пайке.
1.15. Ряды присоединительных резьб — по ГОСТ 21973.
Допускается изготовление соединений трубопроводов с дюймовой конической резьбой по ГОСТ 6111 для ранее разработанных конструкций машин и оборудования.
1.16. Резьба метрическая — по ГОСТ 24705. Поля допусков на резьбу по ГОСТ 16093: для внутренних резьб — 6Н, для наружных — 6g.
1.17. Резьба трубная цилиндрическая — по ГОСТ 6357. Допуски на резьбу — по классу точности А.
1.18. Резьба метрическая коническая — по ГОСТ 25229.
1.19. Резьба деталей должна быть чистой, без заусенцев, рваных или смятых ниток и признаков коррозии.
1.20. Сбеги, недорезы, проточки и фаски резьб, не оговоренные в стандартах на конструкцию деталей соединений — по ГОСТ 10549.
1.21. Фаски присоединительных резьб деталей соединений должны быть не более: 0,6; 1,0; 1,6 мм при шаге резьбы соответственно 1,0; 1,5; 2,0 мм. Угол фаски 45°.

1.22. Неуказанные предельные отклонения размеров обрабатываемых поверхностей: Н14; П14; ±.
1.23. Предельные отклонения размеров под ключ — по ГОСТ 6424.
1.24. Допуски формы и расположения поверхностей, не оговоренные в стандартах на конструкцию деталей соединений — по ГОСТ 26338.
1.25. Ряд условных проходов (номинальных размеров) — по ГОСТ 21971.
1.26. Значения номинального (условного) давления для каждой группы соединений в зависимости от вида приведены в приложении 3.
1.27. Соединения в сборе должны быть герметичными и выдерживать без течи, потения и остаточных деформаций двукратное номинальное (условное) давление.
(Измененная редакция, Изм. N 1).
1.27.1. Соединения в сборе, используемые в условиях вакуума, должны выдерживать воздействие вакуума с показателем 6,5 кПа абсолютного давления в течение 5 мин без появления утечек.
(Введен дополнительно, Изм. N 1).
1.28. Корпусные детали и соединения трубопроводов в сборе должны быть прочными и выдерживать без разрушения и остаточных деформаций четырехкратное номинальное (условное) давление. При этом допускается расширение трубы.
1.29. Соединения трубопроводов в сборе должны быть устойчивы к воздействию вибрации в диапазоне частот от 5 до 50 Гц и пульсации давления с амплитудой до 1,5 без появления течи, остаточных деформаций и повреждения уплотняющих элементов.
1.30. На каждом соединении необходимо маркировать значение наружного диаметра трубы и группу, для которой они предназначены.
1.31. Маркировку следует наносить на торцовой или цилиндрической поверхностях накидной гайки любым способом, обеспечивающим ее четкость и длительную сохранность.
По согласованию с потребителем допускается маркировку соединений наносить на бирке.
1.32. В пример условного обозначения деталей соединения допускается вводить обозначение марки материала и вида покрытия.
1.33. Упаковка деталей соединений и соединений трубопроводов — по ГОСТ 18160
1.34. Транспортная маркировка — по ГОСТ 14192.
1.35. Схемы соединений и рекомендации по их монтажу приведены в приложении 4.
1.36. Контровочные отверстия в деталях соединений следует выполнять по требованию потребителя.
2. ПРИЕМКА
2.1. Для проверки соответствия соединений трубопроводов требованиям настоящего стандарта и их сертификации на соответствие полному объему требований настоящего стандарта следует проводить типовые, периодические, приемо-сдаточные и сертификационные испытания в объеме, указанном в табл.2.
Испытания (+ проводят, — не проводят)
Внешний вид и присоединительные размеры деталей соединений, обеспечивающие работоспособность
Твердость корпусных деталей
Твердость врезающегося кольца
Внешний вид и качество покрытия
Герметичность соединения в сборе
Многократность сборки соединения
Прочность корпусных деталей и соединений в сборе
Устойчивость соединения к воздействию пульсации давления
Устойчивость соединения к воздействию вибрации
Сопротивление вытягиванию трубы из соединения
1. Сертификация соединений проводится по согласованию изготовителя с потребителем. Сертификационные испытания соединений на соответствие требованиям пп.1.27-1.29, обеспечивающим безопасность и охрану окружающей среды, являются обязательными.
2. Проверке сопротивления вытягиванию трубы из соединения подвергаются соединения, у которых труба удерживается без сварки или пайки.
3. Проверка устойчивости соединения к воздействию пульсации давления при периодических испытаниях не обязательна.
4. Виды испытаний, которым рекомендуется подвергать резьбовые соединения трубопроводов в зависимости от типа, приведены в приложении 5.
(Измененная редакция, Изм. N 1).
2.1a. Резьбы и контактные поверхности перед проведением испытаний должны быть смазаны гидравлическим маслом.
(Введен дополнительно, Изм. N 1).
2.2. Типовые испытания следует проводить после освоения производством каждого нового типа (вида) соединения, а также при изменении конструкции, материалов или технологии изготовления в объеме не менее 6 шт. каждого типоразмера.
2.3. Периодические испытания следует проводить не реже одного раза в год в объеме не менее 6 шт. от партии. Сертификационные испытания следует проводить в объеме не менее 6 шт. от партии. Партия должна состоять из изделий одного типоразмера и одной марки материала.
2.4. При получении неудовлетворительных результатов любого испытания, хотя бы по одному образцу, следует провести повторные испытания удвоенного количества образцов. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
2.5. В приемо-сдаточных испытаниях следует использовать статистический метод приемочных испытаний по ГОСТ 18242.
Для этого от каждой партии в соответствии с ГОСТ 18321 методом наибольшей объективности проводят выборку деталей из разных мест партии и осуществляют контроль на соответствие требованиям настоящего стандарта.
Уровень контроля — 1 общий.
План контроля — одноступенчатый.
Основной вид контроля — нормальный.
Приемочный уровень дефектности AQL — не более 1,5%.
При контроле качества покрытия допускается AQL — не более 4%.
Условия перехода на усиленный или ослабленный контроль — по ГОСТ 18242.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний вид изделий проверяют визуально без применения увеличительных приборов.
3.2. Контроль размеров деталей соединений, формы, шероховатости и расположения поверхностей следует проводить инструментами и измерительными приборами, обеспечивающими заданную точность.
Контроль шероховатости поверхности допускается проводить путем сравнения с образцами — эталонами.
3.3. Контроль покрытия — по ГОСТ 9.302.
3.4. Контроль твердости корпусных деталей и врезающихся колец проводят на приборах для измерения твердости по методу Виккерса или Роквелла по ГОСТ 23677.
3.5. Герметичность соединений в сборе проверяют гидравлическим маслом двукратным номинальным (условным) давлением в течение 60 с при температуре окружающей среды или воздухом рабочим давлением в течение 3 мин. Соединения, подвергаемые испытанию, должны подсоединяться к источнику давления так, чтобы один конец был свободным и мог перемещаться. Скорость увеличения давления не должна превышать 138 МПа (1380 кгс/см) в минуту.
(Измененная редакция, Изм. N 1).
3.6. Многократность сборки соединения проверяют десятикратной сборкой-разборкой соединения с проверкой на герметичность в соответствии с п.3.5 после первой, четвертой, седьмой и десятой сборок.
При этом не допускаются утечки в процессе любого из проверочных испытаний, повреждение уплотняющих элементов и смятие граней шестигранника гайки.
3.7. Прочность корпусных деталей и соединений в сборе проверяют четырехкратным номинальным (условным) давлением в течение 3 мин. Условия проведения испытания в соответствии с п.3.5. Скорость увеличения давления при этом не должна превышать 250 МПа (2500 кгс/см) в минуту.
3.8. Устойчивость соединений к воздействию пульсации давления следует проверять циклическим испытанием в течение 10 циклов. Средний показатель цикла должен быть постоянным в пределах значений частоты от 0,5 до 1,3 Гц и соответствовать образцу волны по ИСО 6605. При этом средний показатель увеличения давления следует рассчитывать по формуле

,
где — средний показатель увеличения давления, МПа/с;
— значение частоты, Гц;
— номинальная площадь волны при испытаниях давлением, МПа;
Допускается проводить циклическое испытание пульсирующим давлением с циклом, представленным на черт.1 на базе 4х10 циклов с продолжительностью цикла — 0,75-2 с или пульсирующим давлением по синусоидальному закону на базе 10 циклов. Скорость нарастания давления при этом должна быть не менее чем при соответствующих испытаниях по циклу, представленному на черт.1.
Цикл пульсации давления
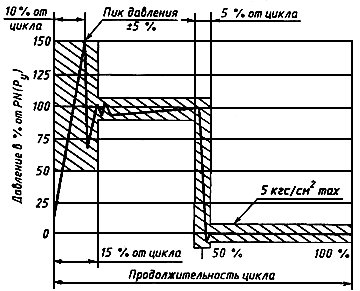
Для уменьшения возможности выбросов расширяющихся газов, перед проведением испытаний резьбовых соединений трубопроводов пульсирующим давлением, необходимо из образцов удалить весь воздух.
3.7, 3.8. (Измененная редакция, Изм. N 1).
3.9. Устойчивость соединений к воздействию вибрации следует проверять синусоидальной вибрацией при частотах 5; 20 и 50 Гц с базой испытаний 3·10 циклов на каждой из частот при напряжении изгиба в закрепленном конце трубы не менее 0,25 от предела прочности материала трубы.
Допускается проводить испытание вибрацией с ускорением 10 g при напряжении изгиба в закрепленном конце трубы не менее 25 МПа на частотах от 10 до 100 Гц на базе 10 циклов.
Проверку устойчивости соединений к воздействию вибрации допускается проводить одновременно с проверкой устойчивости к воздействию пульсации давления (п.3.8).
3.10. Сопротивление вытягиванию трубы из соединения следует проверять на разрывных машинах со скоростью не более 4,0 мм/мин.
Вытягивание трубы из соединения при осевых нагрузках, меньших возникающих в соединениях при действии четырехкратного номинального (условного) давления, не допускается.
3.11. Соединения, прошедшие испытания, кроме испытаний по пп.3.6-3.10, могут быть использованы для других видов испытаний или в производстве.
(Введен дополнительно, Изм. N 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
Транспортирование и хранение соединений трубопроводов — по ГОСТ 18160.
МАРКИ МАТЕРИАЛА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ
СОЕДИНЕНИЙ И СОРТАМЕНТ ПРИМЕНЯЕМЫХ ТРУБ
https://allgosts.ru/23/040/gost_15763-91